Лазер (англ. Laser, скор. Від Light Amplification by Stimulated Emission of Radiation - «посилення світла за допомогою вимушеного випромінювання»).
В даний час в якості робочого середовища лазера використовуються всі агрегатні стани речовини: тверде, рідке, газоподібне.
Всі лазери складаються з трьох основних частин:
· Активної (робочої) середовища;
· Системи накачування (джерело енергії);
· Оптичного резонатора (може бути відсутнім, якщо лазер працює в режимі підсилювача).
Кожна з них забезпечує для роботи лазера виконання своїх певних функцій.
У зв'язку з тим, що кожен матеріал має свою частоту, при якій можлива його різка та гравіювання, то лазери виробляють спеціально для гравіювання металів або для гравіювання інших матеріалів.
У 1960-х роках, коли був винайдений лазер, даний пристрій було великих розмірів і трудомістка в обслуговуванні, але з часом виробники змогли випускати лазерні установки прийнятних габаритів.
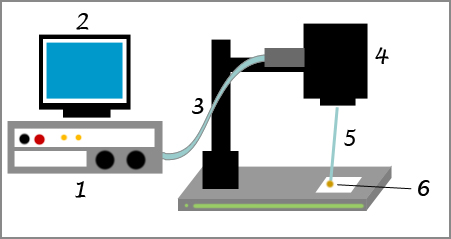
Тепер випромінювач, система накачування, оптичний резонатор знаходяться в окремому корпусі 1 (рис. 1), а лазерний промінь передається по оптико-волоконний кабель 3 на систему дзеркал 4 і за допомогою лінз фокусуючись на робочому полі.
 (Рис. 1)
(Рис. 1)
Джерело енергії збільшує рух атомів в робочому середовищі, змушуючи її перейти на більш високий енергетичний рівень, що призводить до вимушеного випромінювання фотонів, які спрямовуються з оптичного резонатора в певному напрямку і з наперед заданими енергетіческмі характеристиками.
Енергія випромінюваних фотонів висока і в точці фокусування температура плазми досягає 10 000 градусів і вище.
Миттєве нагрівання верхнього шару матеріалу до таких високих температур призводить до закипання і випаровування навіть тугоплавких металів.
Цим властивістю лазерного променя і користуються для різання і гравіювання різних материаллов.
Короткочасне дотик лазерного променя до поверхні матеріалу, що триває частки секунди, не викликає нагрівання всього предмета, бо діаметр епіцентру, в якому зосереджена висока температура, становить всього кілька мікронів.
Однак, цього дотику цілком достатньо для того, щоб відбулося структурна зміна поверхневого шару матеріалу.
Регулюючи потужність, швидкість і частоту лазерного випромінювання, ми виробляємо на поверхні матеріалу одне з деяких змін:
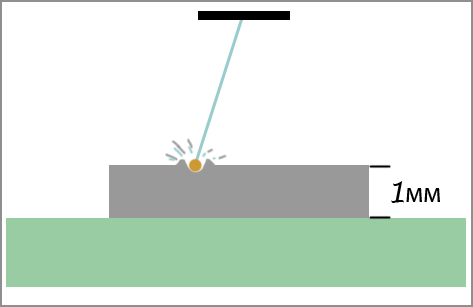
1. Робимо глибоку канавку на предмет.
При цьому краї стають обгорілими і гравірування має явно темний колір.
 (Рис. 2)
(Рис. 2)
2. Робимо невелике заглиблення, миттєво випаровуючи частину верхнього шару.
При цьому, краю канавки обугливаются і колір гравіювання дуже схожий на механічну гравіювання.
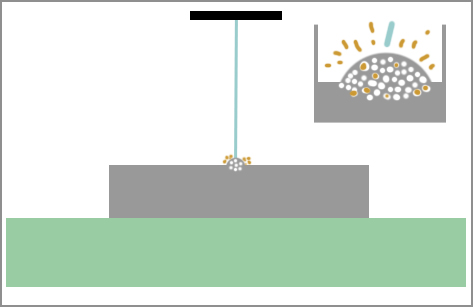
3. Виробляємо закипання матеріалу без подальшого його випаровування.
При цьому матеріал злегка піднімається, приймаючи форму міхура, і, лопаючись, миттєво охолоджується, надаючи гравірування пористу структуру.
 (Рис. 3)
(Рис. 3)
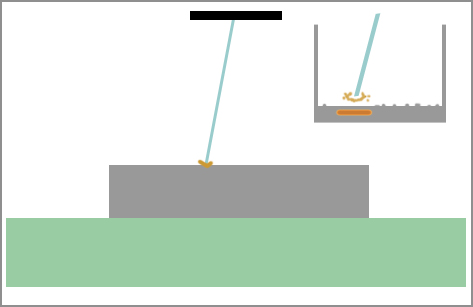
4. Частково нагріваємо поверхню матеріалу, змінюючи її поверхню.
При цьому поверхня, по якій пройшов лазерний промінь, стає більш гладкою і більш рівною, ніж інший матеріал.
(Рис. 4)
Властивість фотонів, випромінюваних лазером, таке, що при заданих параметрах вони проникають в матеріал строго на певну глибину.
Це дозволяє використовувати лазерний гравер для виготовлення штампів, печаток з малюнками будь-якої складності, а так само відбитків для тиснення на папері, пластиліні, сургучі, і т.п.
Лазерне гравірування (або іноді ще називають - маркування), це видалення тонкого шару самого гравіруемих матеріалу, наприклад, металу, дерева, оргскла, пластику, гуми, і т.д., або видалення покриття, нанесеного на граверуемиемий матеріал, як правило, це фарба, лак або спеціально виготовлений двошаровий пластик.
Через те, що під час гравіювання відбувається термічне видалення шару матеріалу, тобто відбувається поглиблення в матеріал, зображення не стирається, не тьмяніє від сонячного світла, не змінює форми і може знаходиться на матеріалі весь термін служби самого матеріалу.
Завдяки тому, що товщина лазерного променя всього кілька мікронів, їм можна наносити дуже маленькі зображення і малюнки будь-якої складності.
Зараз багато виробників випускають товари спеціально призначені для лазерного гравірування, тому, купуючи в магазинах, наприклад, ручки, запальнички, брелоки, і т.п., поцікавтеся про те, чи годиться ця річ для лазерного гравірування.
Якщо пристрій призначений для гравіювання, то приходьте до нас і ми отгравірум вам будь-яке зображення, яке ви задумали.
Робоче поле, на якому гарантовано проводиться гравірування, становить 10Х10 см
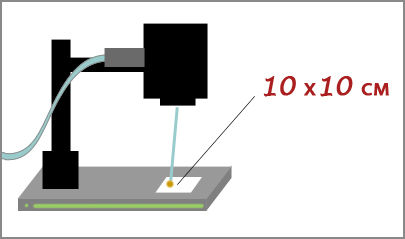
(Рис. 5)
На цьому полі можна розмістити або одне велике зображення, або кілька невеликих. Якщо зображення дозволяє розбивати його на складові без шкоди для останнього, то розмір гравіювання практично не обмежений.
Наносити гравіювання на сферичні поверхні фокус лазерного променя дозволяє в межах 2-х міліметрів глибини фокусної відстані.
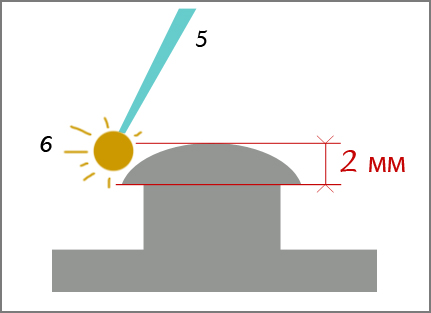
(Рис. 6)
Знаючи дані параметри, ви завчасно можете розрахувати ширину гравіювання, яку бажаєте нанести, припустимо, на кулькову ручку діаметром 10 мм. Ширина гравіювання при даному діаметрі ручки, складе приблизно 7 мм.
Все вишесказаное про розміри маркування відноситься до напівпровідникової лазерної установки, яка є в нашій Рекламний майстерні. Основні види матеріалів, які він може маркувати: всі види металів, металізований пластики, плівки, фольги.
Другий, газвий лазер (лазер СО 2), призначений для маркування та різання пластиків (крім PVH), гуми, дерева, органічного скла, паперу, картону, шкіри і шкірзамінників. Цей лазер так само маркерів скло, лакування і фарбовані поверхні, природні мінерали і штучний камінь. Площа гравіювання і різання 600 х 300 мм. Так само є спеціальне поворотний пристрій, що дозволяє наносити зображення по периметру циліндричних предметів, наприклад, пляшки (в тому числі і з рідиною), келихи, склянки, кухлі.
Обидва лазера виробництва США. Вони є сучасними пристроями, які дозволяють нам повністю забезпечити потреби наших клієнтів в лазерної маркеровке і різанні.
Бувають випадки, коли через складність геометрії виробів зі скла або їх великих розмірів утруднено використання лазерного СО2 гравера для нанесення зображення. В цьому випадку, якщо малюнок можна вирізати з плівки методом плоттерной різання , Застосуємо метод, так званої, хімічної гравіювання.
Він складається в наступному:
- методом плоттерной різання зі спеціальної плівки вирізують трафарет і наносять на необхідне місце на предмет зі скла.
- на трафарет наносять спеціальний хімічний склад, який через деякий час змивається, а на місці трафарету, після його зняття, залишається зображення аналогічне за своїми візуальним характеристикам того, яке залишає лазерний промінь.
Такий метод нанесення зображення на скло ще гарний і тим, що на відміну від лазерного гравірування, избражение навпомацки більш гладке, візуально однорідніше. Справа в тому, що під впливом лазера поверхню скла покривається сіткою ледве видимих мікротріщин, а під впливом хімічного складу, просто втрачає свої прозорі властивості і стає молочно-матовим. Однак, якщо малюнок містить безліч дрібних деталей, то виготовлення трафарету стає скрутним, а значить і сам метод хімічної гравіювання неможливим.
Деякі приклади наших робіт:


















Приклади робіт лазерного гравірування по:
по дереву / по склу / по акрилу / по каменю і кераміці / по шкірі і текстилю / по металу / оригінальне застосування